高效焊接必备 浅析500-K与500M烙铁头的特性与应用

在电子维修、手工制作及精密焊接领域,一把得心应手的电烙铁离不开一个性能优异的烙铁头。作为消耗品和核心部件,烙铁头的选择直接影响到焊接质量和效率。本文将重点介绍两款常见且应用广泛的烙铁头型号——500-K与500M烙铁咀(烙铁头),分析其特点、区别及适用场景。
一、 产品概述:认识500-K与500M
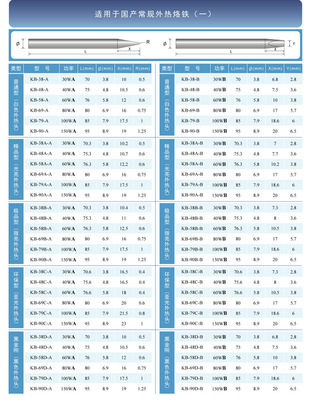
烙铁头型号通常由形状代码和尺寸(或特性)代码组成。"500"系列是众多品牌(如日本白光、国产快克等)常用的一种通用型或兼容型编号,通常指代适用于特定功率和控温系统的烙铁头系列。
- 500-K烙铁头/烙铁咀:
- 形状解读:"K"通常代表刀头(Knife Tip或Chisel Tip的变体),其尖端呈扁平楔形,像一把小刀。
- 核心特点:这种设计使其拥有一个较宽的接触面,特别适合需要大面积、快速导热的应用场景,例如焊接或拆焊多引脚元件(如贴片集成电路、排线)、给焊盘铺锡,或者进行拖焊操作。其刃口也可用于精细的挑动和整理。
- 500M烙铁头/烙铁咀:
- 形状解读:"M"通常指代马蹄形头(或称为斜面头)。其尖端是一个具有一定角度的斜面,形成一个圆润的弧形工作面。
- 核心特点:马蹄头结合了尖头的部分精确性和刀头的大接触面积优点。其弧形工作面能很好地贴合焊点和元件引脚,导热效率高,焊锡流动性好。它非常适合焊接标准间距的贴片元件(如SOP、QFP封装)、插件元件以及需要进行拉焊操作的场合,是通用性极强的型号之一。
二、 对比分析与选择指南
虽然两者都属于通用性较强的型号,但在具体应用上有所侧重:
- 从接触面积看:500-K(刀头)的接触面最宽,适合需要极速传热和大量焊锡的场合;500M(马蹄头)的接触面次之,但因其弧形设计,与焊点的贴合度往往更好。
- 从操作精度看:500M因其有明确的尖端(斜面顶部),在定位单个焊点时可能比宽刃的500-K稍显灵活。但500-K的刃口边缘也能用于精细操作。
- 从适用场景看:
- 优先选择500-K(刀头)的情况:大量、快速的拖焊作业;拆焊多引脚芯片;需要给大面积焊盘或铜箔上锡;处理粗大的导线或端子。
- 优先选择500M(马蹄头)的情况:日常维修和组装中的大多数焊接任务;焊接各种间距的贴片元件;插件元件的焊接;需要兼顾效率与一定精度的通用场合。
三、 使用与保养建议
为确保500-K或500M烙铁头发挥最佳性能并延长使用寿命,请注意以下几点:
- 正确上锡:新烙铁头或长时间未用的烙铁头,首次加热后应在焊接温度下,及时在工作面均匀涂覆一层焊锡,形成保护层,防止氧化。
- 温度管理:根据焊锡丝熔点(如无铅焊锡约217-227°C,有铅焊锡约183°C)和焊接对象合理设置温度,避免长期超高温空烧,这会加速烙铁头氧化和腐蚀。
- 清洁习惯:焊接过程中,应经常在湿润的专用清洁海绵或铜丝清洁球上擦拭烙铁头,去除残留的氧化物和旧焊锡。擦拭后应立刻重新上锡保护。
- 避免物理损伤:不要用烙铁头用力戳、撬元件,以免损伤表面的镀铁层。
###
无论是侧重高效大面积的500-K刀头,还是均衡全能的500M马蹄头,它们都是电子焊接工作中可靠的工具伙伴。理解其设计特点,根据具体的焊接任务灵活选择,并辅以正确的使用和保养方法,将能显著提升您的工作质量和愉悦感。在采购时,请务必确认烙铁头与您所使用的电烙铁型号(如焊台品牌、发热芯规格)完全兼容,以确保最佳的导热性能和安全性。